
Standardizing the External Activities
The Second Stage of SMED
In the first stage of our quick changeover process we used videos and flow charts to identify all of those activities within our setup that can be conducted as external activities; that is they can be done while the process is still running. So these are things such as fetching tooling and instructions. This enables us to have all of these activities prepared before we stop the process and begin the main part of our quick changeover. By this point we will often have put everything in place to save at least 50% of the downtime caused by our changeover.
In this second stage of our SMED implementation we will look at organizing and standardizing these external activities to ensure that they are done quickly and efficiently. Failure to do this will result in us still searching for tooling and other items when the machines are at a standstill giving us a longer than necessary changeover.
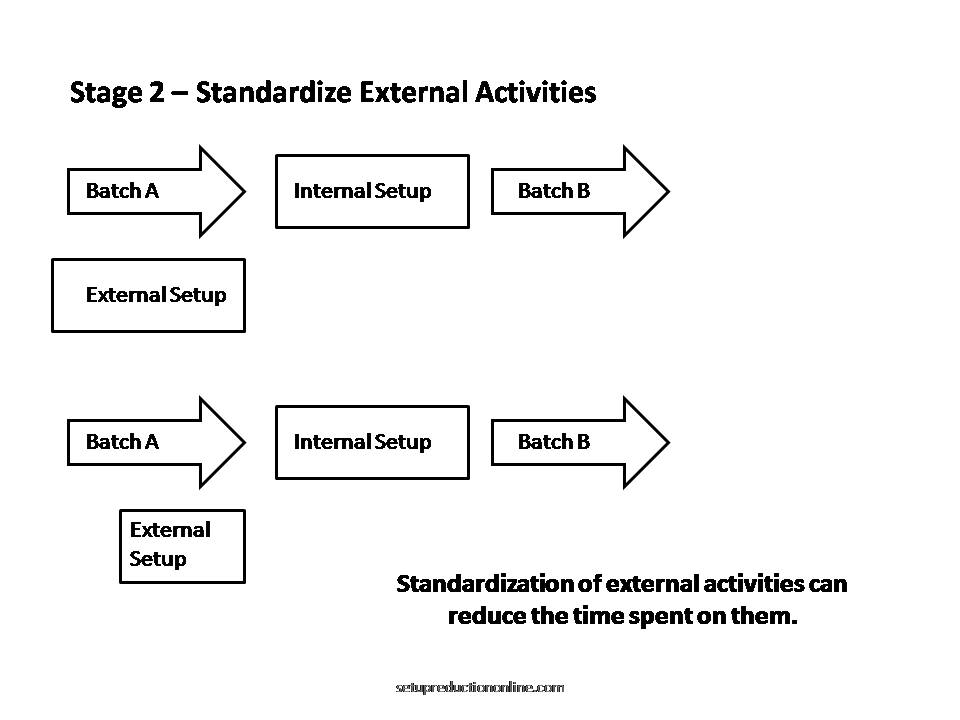
Standardizing External Activities can reduce the amount of time spent on them.
What do we mean by standardize this process?
I am sure that within the videos that you watched of the setup that there were times when the people doing the setting had to wander off to find something or were searching for something in a draw or some other wasteful and time consuming activity. If you videoed more than one shift or different setups performed by different people I am sure that you also saw things done in a different order or even using completely different methods.
The idea of this step of the process is to get organized and to define exactly how everything should be done so as to eliminate some of the waste and to ensure that things are done in the best (safest, efficient) way.
Lean 5S and SMED
Getting Organized
Another Lean tool known as 5S is very helpful at this stage. 5S is a technique that is used to organize a work space so that everything is there and in the right place to be used efficiently. It is also used to produce standardized processes and to create a highly visual workplace which makes elimination of problems very easy.
You can read a step by step guide for 5S through this link; 5S Guide
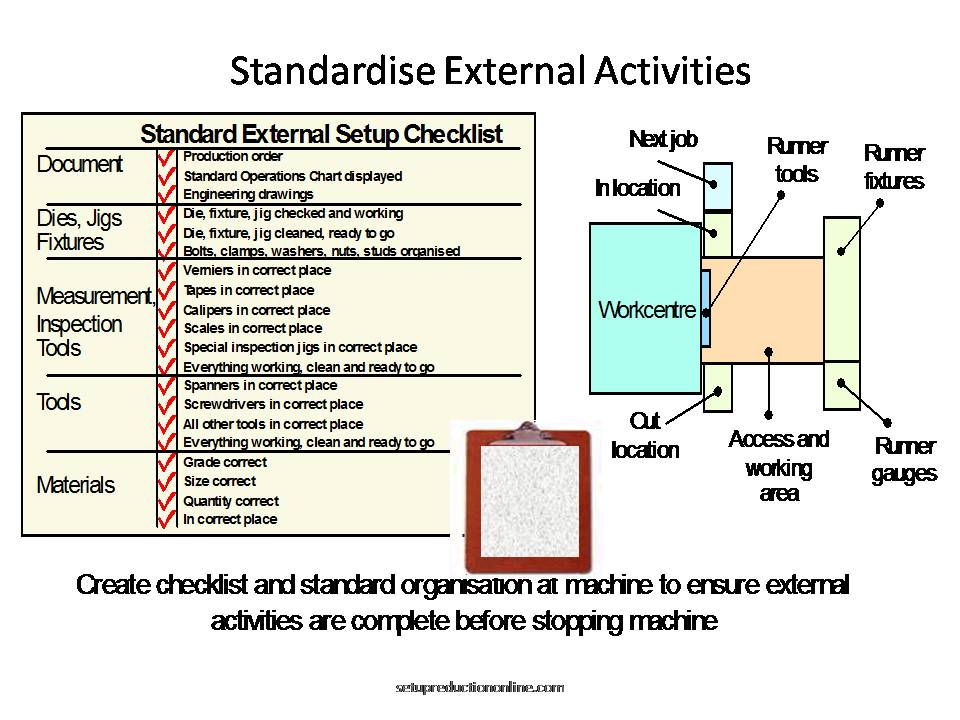
Using the analysis from the first stage we can produce a simple checklist for all of the information, tools and materials that should be available, this should cover everything such as;
- Documentation
- Production orders
- Standard Operating Instructions
- Engineering Drawings
- Production Dies, Jigs and Fixtures
- List of what is required
- Check all clean and in working order
- All components and fixings (list them all)
- Tools
- List all tools (screwdrivers, Allen keys, etc)
- Check all clean and working order
- Measurement Inspection Tools
- List all (calipers, scales, measures etc.)
- Inspection instructions
- Check all clean and working
- Materials
- List all (Type, size, grade etc.)
- Right quality, quantity and right location
Standardize the External Activities using checklists and improving layout
For those items that are used on a regular basis (often called “runners”) we can find locations where or very close to where they are actually used so that they are at hand when we need them. The use of tooling shadows or clearly labeled shelves can make it very obvious if these items are missing so they can be found long before we start the changeover.
Part specific tools and equipment can be gathered on a trolley prepared before we start the actual changeover. Again a well labeled trolley with tooling shadows and the like can ensure that everything that we need is there before we start.

Organize using 5S principles
Documenting the external activities
Good organization itself can ensure that your external activities are conducted properly and that all tools and equipment are gathered and in place. The checklist however can be utilized as an extra check to confirm that all is where it should be before the main part of the changeover begins. Using 5S principles however where everything has a place and everything should be in that place will help to ensure that anything missing stands out clearly.
For actual processes that need to be conducted such as cleaning tooling or physically setting up more complicated equipment you should create specific work instructions detailing out the best methods for conducting it so that they are done in the most efficient ways possible to prevent problems during the setup itself. Using a digital camera and simple word processing packages it very easy to design and print easy to follow instructions, they do not need to be overly complicated.
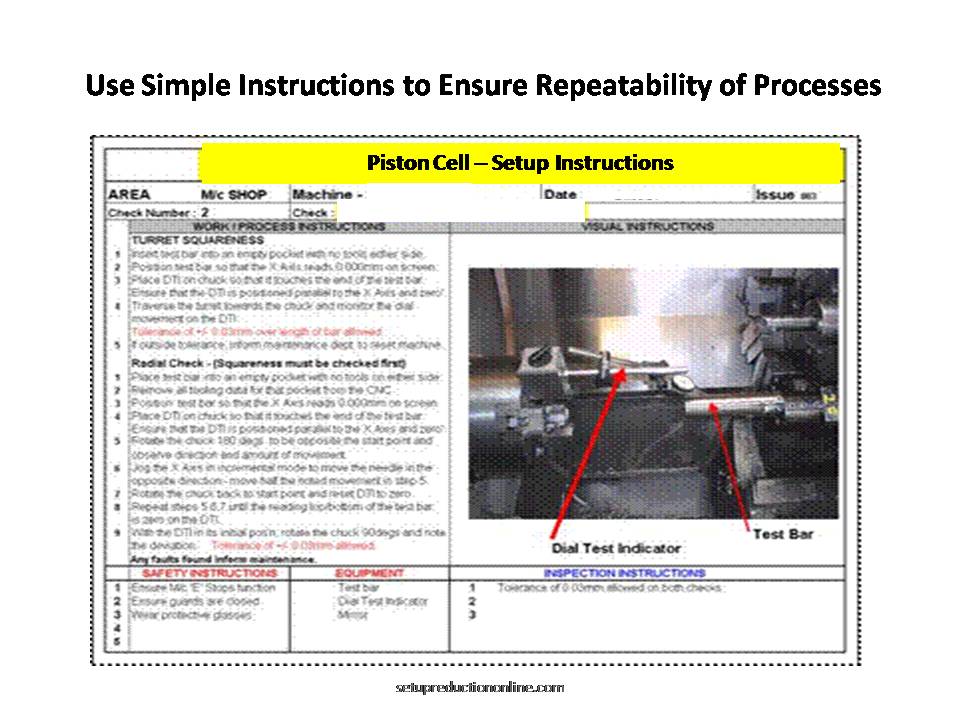
Create Simple Instructions for your Changeovers
This stage of SMED may not in itself appear to shave any time off the changeover, however by having everything organized and documented you will avoid the problems that would otherwise occur. Without clear instructions, organization and a clear work space you ca guarantee you would regularly hit delays within your setups.
The Next Stage of SMED
The next step for our quick changeover is converting internal activities into external activities. This is where we take another look at the internal setup activities and try to find ways to do them while the process is still running allowing us to further reduce the machine downtime and providing us with a much quicker changeover.
3 comments for “SMED 2: Standardize External Activities”