
How much time does your business waste through inefficient changeovers? SMED or Single Minute Exchange of Die is exactly what it claims to be, it is a technique to deliver a quick changeover in less than 10 minutes. It will take a changeover that normally will take a few hours or even more and reduce it to one that will take single minutes. Through the use of these simple quick changeover techniques companies have reduced setup times from sometimes days to less than 10 minutes, often at little or no cost to the companies involved.
This website aims to provide you with all of the information that you will need to run your own SMED implementation and achieve those quick changeovers. Through this site you will find step by step guides to implementing SMED, hints, graphics and examples of what can be done.
What is a changeover?
(Defining Changeover Time)
Many companies will use a machine or process to produce more than one component or service, when they swap from one to the next there is often a period of downtime when the process or machine is being prepared for the next batch. A setup or changeover is when you stop producing one part and start to produce another through the same process or machine. There are a number of ways that you can define setup time and you need to be clear before you start how you are defining it;
- The time that the machine or process is idle (The least precise as it takes no account of slowing down the first production part nor getting up to speed to create good parts of the next batch.)
- The time taken from the last good part of batch A to the first good part of batch B (This is the usually accepted definition for a changeover.)
- The time taken from normal running speed of batch A to achieving normal running speed for batch B (This definition allows for any fine tuning and adjustments that have to be made before your reach full production speed.)

How to Define a Quick Changeover
Whichever definition that you use for your changeovers you need to stick to it and ensure that everyone understands how it is being measured so that you don’t have issues in understanding the progress that you are making.
Origins of SMED
SMED is a lean manufacturing tool that has evolved out of the Toyota Production System (TPS). When Toyota initially started to try to compete with the American auto manufacturers after world war II they had a major disadvantage. Where the American companies would often have many press tools and machines which were constantly run and dedicated to individual body panels and components, Toyota had a shortage of presses.
These presses would often take upwards of 24hours to changeover from one body panel to the next and as such Toyota’s chief production engineer Taiichi Ohno assisted by Shigeo Shingo a consultant from the Japanese Management Association set out to reduce these setup times. By 1970 they had reduced the setup times on 1000 ton presses from over 4 hours to less than 3 minutes.
Benefits of SMED
(Why should you implement SMED?)
While it may seem that the greatest benefit from being able to have a quick changeover would be having less downtime from a machine and thus greater machine utilization the actual benefits are far greater than this;
- Increased capacity – less time on setups means more available working time
- Reduced batch sizes – Shorter setup times mean you can run smaller batches more often
- Improved production flow – Vital for Just in Time (JIT) production as part of Lean manufacturing.
- Reduced stock and WIP (Work in Progress) – See below regarding stock reduction
- Increased flexibility – much easier to slot in that urgent order or to service multiple customers or part numbers
- Lead times reduced – often lead times of weeks can be slashed to a day or two
- Improved quality – if there are problems you will quickly know and quantities will be reduced
- Waste reduction – less scrap and rework associated with setups as well as quality improvements
- Less space and handling equipment – less stock so reduced need to store and move
- Costs reduced and Profits increased
The most important benefits are the improved flow and flexibility which come with the huge benefit of greatly reduced stock holdings. As you implement quick changeovers you do not continue to run large batches but change to running smaller batches more often So you maintain the amount of time spent on setups and production and turn that into smaller batches;
SMED Example
The most obvious example of the SMED process outside of manufacturing is that of a formula one quick tire changeover. The formula one pit stop is known by just everyone and each team will compete to ensure that they have the fastest possible time. However this is a far from typical changeover and each team will have invested large amounts of money in the equipment they use and the design of the individual components. But when you compare the likely 15 to 20 minutes that you will take to change a tire to their sub 10 seconds performance it is an amazing achievement, but would you trust your car with only one bolt holding the wheel in place?
Your SMED implementation need not cost huge amounts of money, many of the savings come purely from being organized and having everything in the right place.
Quick Changeover and Batch Sizes
The table below shows how if you use the time saved in reducing setups for running additional batches rather than just increasing run times you can reduce the amount of stock that you have to hold significantly.
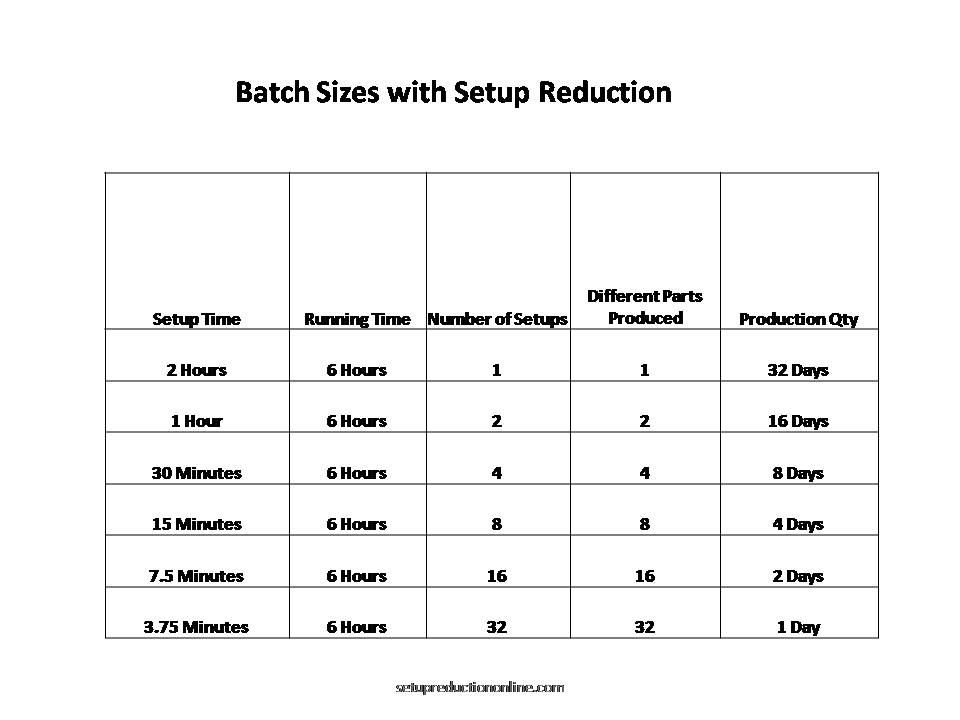
Reducing Batch Sizes Through SMED
Using the example above you could go from running a full months stock of a component each day to running just a day’s worth of product This can have a significant impact on the amount of stock that your business holds.
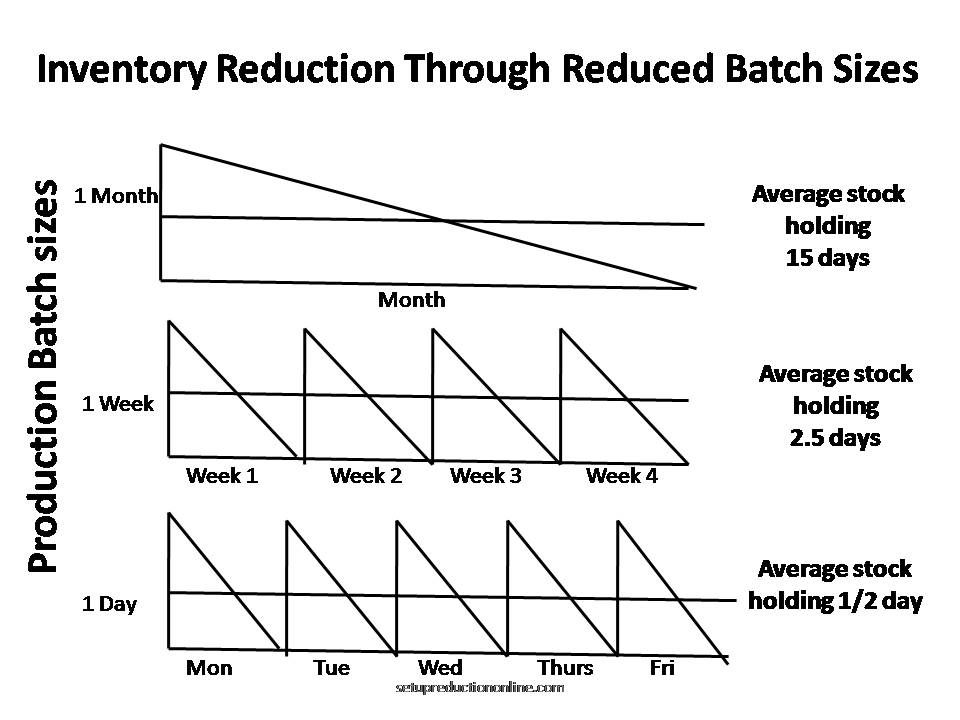
Reduce Inventory Using SMED
As the graphic above shows; if you routinely run a full month of each product you will hold 15 days stock on average. If you reduce that to running just one days stock then you will hold just half a day of stock! Imagine the savings that would mean for most businesses! Not just with regards to the actual material costs but with regards to space and handling equipment.
Smaller batch sizes also mean that the time between running material and it being used are dramatically reduced meaning that quality problems are identified quicker and are going to be contained to much smaller quantities.
Elements of a setup
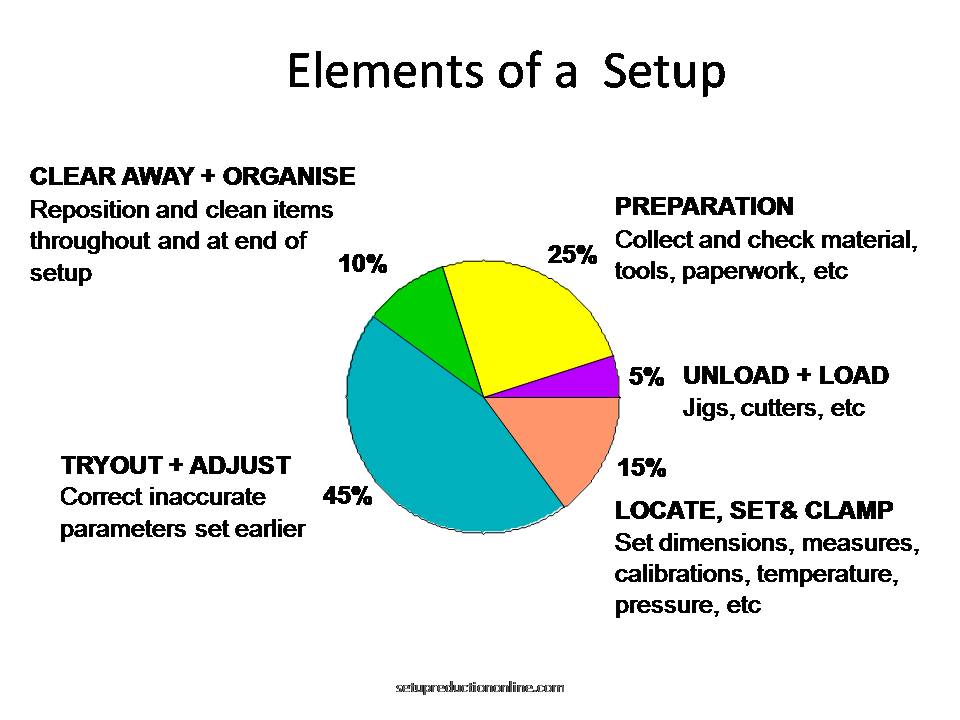
Possible Stages of a Typical Changeover
There is no such thing as a standard setup but if there were maybe it would look a little like the diagram above. We would spend our time in everything from preparing the next tooling and equipment to making all of the adjustments to ensure that our process ran well. The trouble is where is it that we need to start when implementing any type of quick changeover program?
The SMED implementation process
The typical SMED implementation plan covers 7 areas although more often than not the bulk of the gains are made from the first 5 stages;
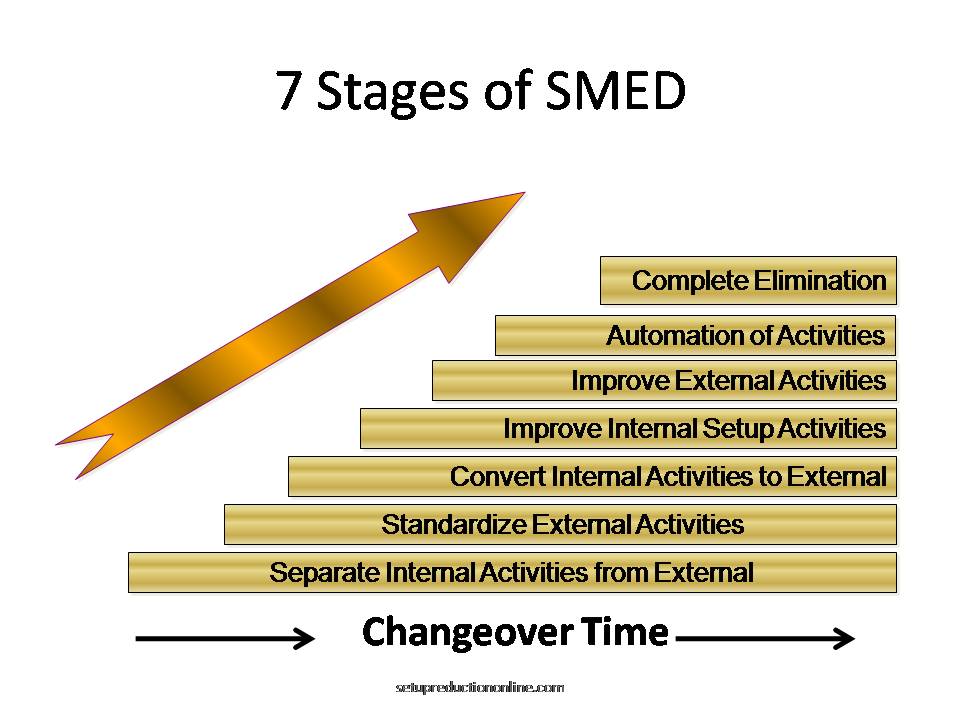
The Stages of SMED Implementation
- Separate Internal and External Activities
- Standardize the External Activities
- Convert Internal Activities to External
- Improve Internal Setup Activities
- SMED Final Stages
- Improve External Setup Activities
- Automate Activities
- Elimination of Changeover
Click on each stage to be taken to the relevant page explaining how to conduct that part of the process.
You will also need to understand the following;
SMED Implementation program
Video recording and process mapping for SMED
Establishing a baseline for SMED